滄州旭森是一家專業的鈑金機箱機柜外殼整體解決方案提供商,專注:環保設備機箱、電力機箱機柜、充電樁及電子機箱加工。
- 咨詢熱線:18931773999
-





高精度保障:全數控設備如數控沖床、數控折彎機,定位精度極高。
數控沖床的定位精度可達 ±0.1mm,能精準沖出各類安裝孔、散熱孔,確保孔位間距誤差極小。
數控折彎機角度精度可達 ±0.5°,對于控制箱復雜彎折結構,能精準塑造,保障箱體尺寸精度與整體結構契合度,滿足內部電氣元件高標準安裝需求。
高效生產:數控設備自動化運行,操作快速。
以數控激光切割機為例,切割厚度 2mm 的冷軋鋼板,速度可達每分鐘數米,相比傳統加工方式,縮短加工時間。同時,多工序可連續自動化完成,減少人工干預與工序銜接時間,提升整體生產效率,滿足大規模訂單交付要求。
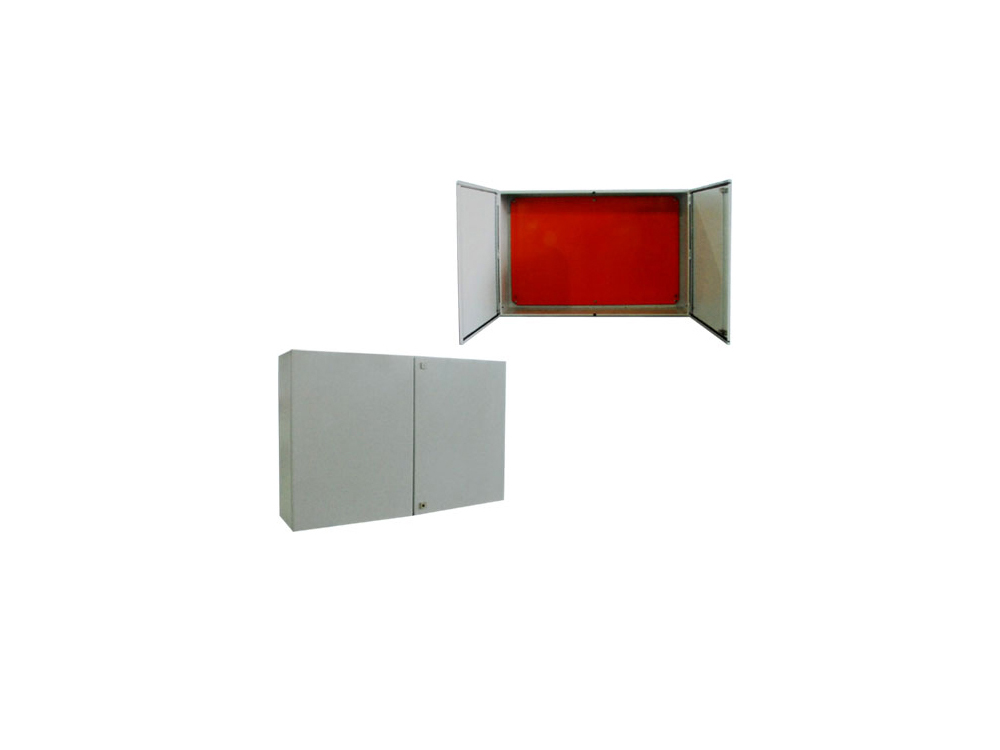
仿威圖控制箱加工流程
設計與編程:
依據控制箱設計圖紙,運用專業 CAD/CAM 軟件進行三維建模與展開圖繪制。將加工工藝信息轉化為數控設備可識別的程序代碼,精確設定切割路徑、沖裁位置、折彎角度及順序等參數,為后續加工提供精準指令。
板材準備與切割:
選用優質冷軋鋼板、不銹鋼板等板材,進行校平、去油污等預處理。利用數控激光切割機或數控沖床,按照編程路徑對板材進行切割下料。激光切割切口光滑、熱影響區小,適用于復雜圖形與薄板切割;數控沖床沖裁效率高,針對規則形狀與厚板加工優勢明顯。
折彎成型:
切割后的板材轉移至數控折彎機,折彎機依據編程設定的折彎順序、角度和模具選擇,精準完成彎折操作。對于控制箱的側板、門板等部件,可一次性完成多道折彎工序,確保彎折角度精準、棱邊整齊,形成符合設計要求的箱體形狀。
焊接與組裝:
采用弧焊、點焊等焊接工藝,對已折彎成型的鈑金件進行焊接組裝。部分高精度控制箱采用機器人焊接,保證焊接質量穩定、焊縫美觀。焊接完成后,進行整體整形與尺寸校驗,確保箱體結構牢固、尺寸準確。隨后,安裝門鎖、鉸鏈、通風網等配件,完成控制箱的初步組裝。
表面處理:
為提升控制箱的防護性能與美觀度,進行表面處理。常見工藝有噴塑、噴漆、電鍍等。噴塑形成的涂層堅固、耐腐蝕,顏色多樣;噴漆可實現細膩外觀效果;電鍍則增強表面硬度與防腐蝕能力,根據客戶需求與使用環境選擇合適工藝。
聯系人:楊先生
手 機:18931773999
地 址:河北省青縣馬廠鎮新張屯村北原磚廠
滄州旭森電子機箱有限公司行業經驗設計研發團隊,為您量身定制定制加工靈活,支持來圖來樣、按需設計加工定制協同開發,深度契合,全方面滿足您的非標定制需求
滄州旭森電子機箱有限公司 冀ICP備13006663號-1